

COPRA RF Tubes
Leading Design Software
The software module COPRA RF Tubes is the world's leading software solution for the design of roll tools in tube welding lines. It offers various tools for design and processing of simple and complex round and rectangular tubes. The predefined environment only needs to be adapted to the actual tube mill.
COPRA RF Tubes - at a glance
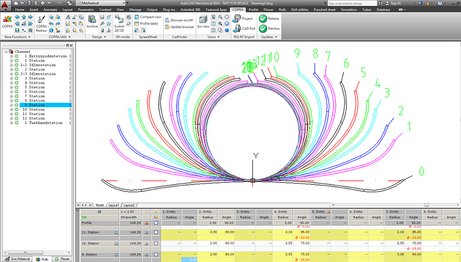
- Automatic flower generation
- Predefined and adjustable forming strategies
- Project and document management CADFinder
- Features for the optimization of the forming process
- Suitable for round and rectangular tubes, can be combined with a shaped tube process (calibration to shaped tubes)
- Tailor-made parameters for the automatic design of the roll tools
The COPRA Tube Mill: Predefined forming strategies and efficient roll design
The greater the ratio of diameter to wall thickness of the tubes, the higher the requirements for efficient tool design. COPRA RF Tubes contains ready-made strategies that only need to be adapted by the designer to the company-specific conditions.
The design of the forming flower is highly flexible. Integrated calculation methods allow, for example, the determination of angle and radius from a given fin width or the definition of process-specific additions such as welding- and calibration additions.
The most common types of forming stands are already included in the machine definition of COPRA RF. The integrated browser helps navigating between the individual, automatically labeled forming stations.
Focus on the essentials
Numerous other functions help to focus on the essentials: The best possible forming sequence and tool geometry. COPRA RF also includes an award-winning (International Tube Association) optimization program that can determine the ideal forming curve, the so-called Down-Hill-Forming. The tool enables the stress minimized forming of the tubes.
Round and rectangular tubes, shaped tubes
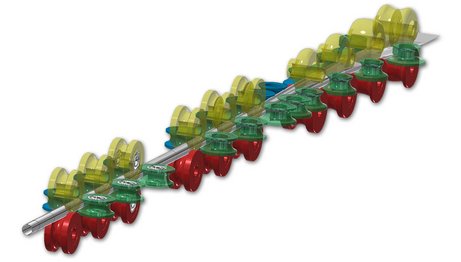
The COPRA family of programs offers a number of additional tailor made software modules like for the determination of intermediate stages in drawing dies (COPRA RF DrawingDies), COPRA RF ShapedTubes for the production of roll formed shaped tubes and particularly the software module COPRA RF CageForming for the configuration and analysis of so-called “linear cage forming processes”.
