


COPRA RF – der Standard in der Rollformindustrie
Unser Standard-Modul COPRA RF ist seit Jahrzehnten unangefochten Marktführer im Bereich Konstruktions-Software im Walzprofilieren. In dieser Zeit entwickelten unsere Rollform-Experten COPRA RF fortlaufend weiter - entsprechend den sich ständig verändernden Anforderungen aus der Industrie. Zu diesen gehören insbesondere immer komplexer werdende Produktionsprozesse mit einer Vielzahl an vor- und nachgeschalteten Bearbeitungsschritten wie etwa Schweißen, Stanzen oder auch Tiefziehen.
Doch COPRA RF ist trotz massiv gestiegener Komplexität immer eines geblieben: Ein effektives Design-Tool mit einfacher Bedienung. Die wichtigsten Funktionen sind in den Basis-Versionen von COPRA RF Tubes für geschweißte Rohre sowie COPRA RF Sections für Profile enthalten. Diese können jedoch durch weitere optionale Module aus dem COPRA workflow erweitert und somit immer an spezielle Anforderungen angepasst werden.
Zusammen mit den weiteren optionalen Modulen wie etwa COPRA RF Flower Technology oder COPRA RF Roll Design deckt unsere Softwarelösung alle Schritte für die durchgängige Bearbeitung rollgeformter Profile oder geschweißter Rohre höchster Qualität ab.
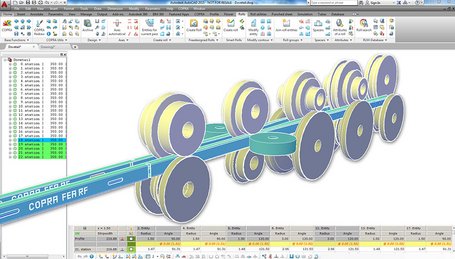
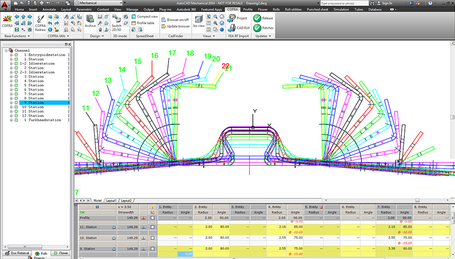
Stets enthalten ist dabei auch COPRA RF Spreadsheet, mit dem eine einfache parametrische Konstruktion der Umformblume realisiert wird. Das Programm aktualisiert Änderungen dabei automatisch über die gesamte Blume und passt auch die Biegewinkel an.
Während der Arbeit mit COPRA RF und COPRA RF Spreadsheet kann der Anwender jederzeit zwischen 2D- und 3D-Ansichten wechseln. Der integrierte Browser erleichtert die Navigation, außerdem vereinfacht „CADFinder“ mit einer integrierten Dokumentenverwaltung die Organisation der einzelnen Projekte.
Die COPRA RF Walzprofiler-Software stellt eine Vielzahl an vordefinierten und bei Bedarf anpassbaren Umformstrategien zur Verfügung. Damit gelingt die einfache Rollenkonstruktion fast genauso leicht wie die Inbetriebnahme komplexer Rollformanlagen.
M1 COPRA RF für Profile
Unser Modul COPRA RF Sections ist speziell zugeschnitten auf die Konstruktion und Abwicklung offener wie geschlossener Querschnitte und für einfache wie komplexe Profile gleichermaßen geeignet.
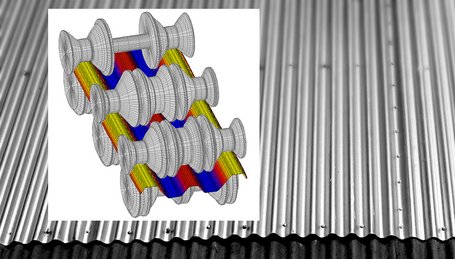
M2 COPRA RF Trapeze & Corrugated
COPRA RF Trapeze/Corrugated berechnet die optimalen Biegefolgen für trapezartige Formen automatisch, der Quereinzug des Materials wird währenddessen abhängig vom Biegewinkel konstant gehalten.
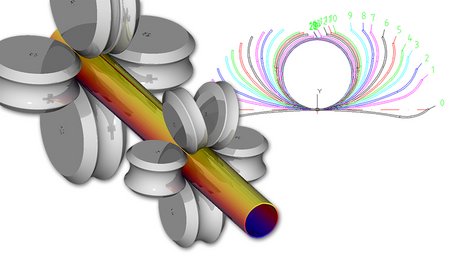
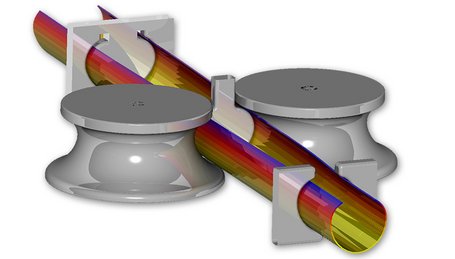
M3 COPRA RF für Rohre
COPRA RF Tubes ist eine Softwarelösung für die Auslegung von Rollenwerkzeugen in Rohrschweißanlagen. Es erlaubt die Konstruktion und Abwicklung bei der Herstellung einfacher wie komplexer Rund- und Rechteckrohre.
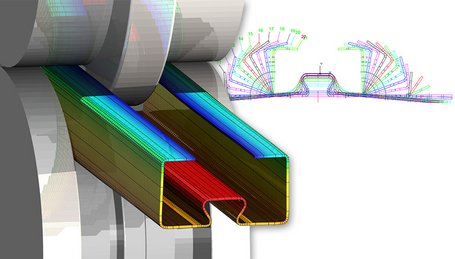
M4 COPRA RF Shaped Tubes
COPRA RF erlaubt die schnelle und sichere Rollenwerkzeugkonstruktion der notwendigen Kalibrier- und Zwischenstufen für eine erfolgreiche Einformung.
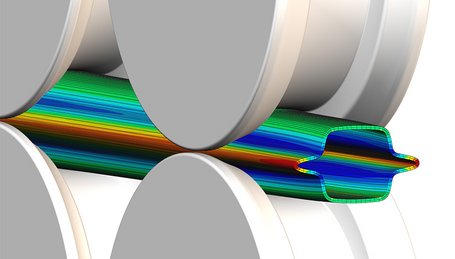
M5 COPRA RF Drawing Dies
COPRA RF Drawing Dies berechnet die Zwischenstufen der Ziehringe, die für die Umformung von Rund- zu Rechteck- oder Formrohren notwendig werden – und löst damit ein verbreitetes Konstruktionsproblem.
M10 COPRA RF Massiv-Umformung
COPRA RF WireRolling unterstützt Sie von der Auslegung der Umformstufen bis zur Simulation auf Basis der Walzengeometrie und des Ausgangsquerschnitts. So kann sich der Konstrukteur auf die wesentliche Aufgabe konzentrieren - die Optimierung der…
M0 COPRA RF Graphics Package
Das COPRA RF Graphics Package richtet sich an Profilhersteller auf der Suche nach einer pragmatischen Lösung für den schnellen Zugriff auf Konstruktionsdaten direkt an der Maschine. Dieses Paket beinhaltet außerdem eine Autodesk AutoCAD OEM Version.
H1 COPRA RF Rollentechnologie
Neben der Umformstrategie beeinflusst das Rollendesign die Qualität und den Fertigungsaufwand maßgeblich. Unser Modul COPRA RF Roll Design stellt hierfür eine Vielzahl an Funktionen zur Verfügung, die keine andere Softwarelösung weltweit bietet.

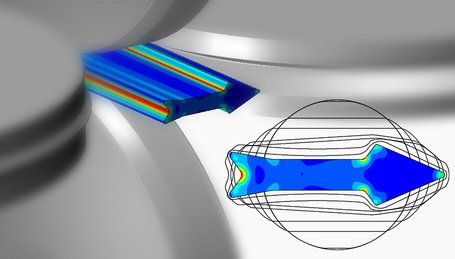
H2 COPRA RF Analyse Werkzeuge (FTM)
COPRA RF DTM ist ein schnelles und sicheres Softwaremodul zur Vor-Optimierung des Umformprozesses. Es ermittelt die maximal auftretenden Werte der Formänderung in Längsrichtung. So lässt sich auch ohne die optionale FEA-Simulation schnell ermitteln,…
H3 COPRA RF Flower Technology
COPRA Flower Technology bietet Walzprofilierern ein umfangreiches Tool-Set für spezielle technische Berechnungen. Etwa die Kalkulation unterschiedlicher Einformkurven (was keine andere kommerzielle Software bietet) oder die Absenkung („ins Tal…
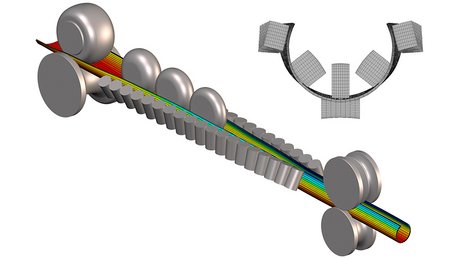
H9 COPRA RF Lineal- und Korbeinformung
COPRA RF CageForming stellt alle benötigten Tools bereit, um Rollenkäfige- oder Körbe für die sogenannte Linealeinformung zu erstellen. Unser eigens entwickeltes Modul ermöglicht Herstellern von längsnahtgeschweißten Rohren einen flexiblen Prozess…

H10 COPRA Roll Lifecycle Management
Die Verwaltung und Lagerung großer Rollenbestände ist für Walzprofilierer aufwendig und teuer. Unsere Werkzeugdatenbank COPRA RLM nutzt mithilfe intelligenter Verwaltungsfunktionen selbst riesige Rollenbestände effizient aus – für passgenaue…