

source: George T. Halmos, Roll forming Handbook
Bandbreitenberechnung
im Rollform-Konstruktionsprozess
Entsprechend dem üblichen Ablauf des Konstruktionsprozesses beim Walzprofilieren beginnen wir mit der Erstellung der Blume, d.h. wir veranschlagen die Anzahl der Stationen und weisen die entsprechenden Biegewinkel zu. Als nächstes folgt die Berechnung der Bandbreite.
Click here to determine your strip width calculation.
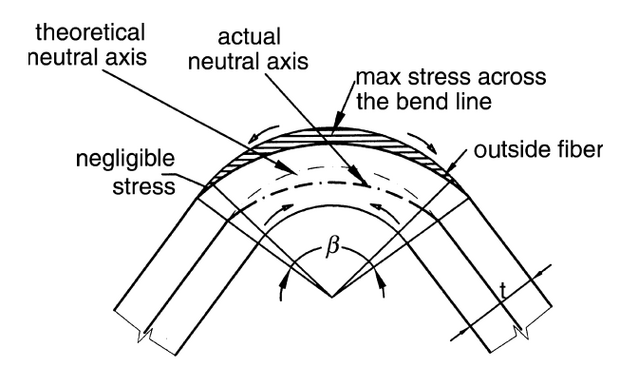
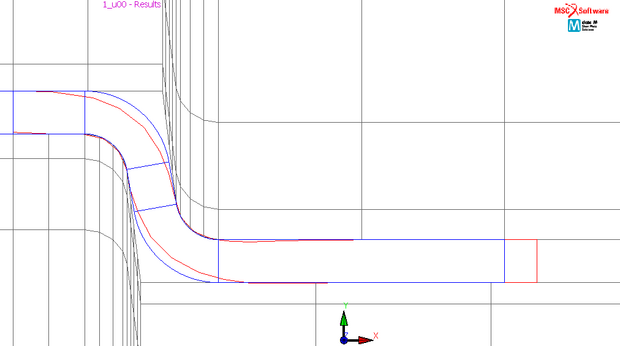
Hierfür braucht es zunächst etwas theoretischen Kontext über den Biegeprozess: Beim Walzprofilieren gibt es immer Phänomene wie Dickenänderungen in den Biegebereichen - daher verändert die theoretische neutrale Faser auch ihre Position. Wir können die gleichen Phänomene nach einer Simulation mit COPRA FEA RF beobachten (rot - nach der Simulation und blau - nach dem Konstruktionsprozess). Zudem verändern sich nach der Simulation des Rollformprozesses die Wandstärken in den Biegezonen, so dass wir beobachten können, wie und wo genau das Material dünner ist und wie viel Material etwa nach außen fliesst (weil das Materialvolumen fixiert ist).
Dieses spezielle Phänomen wirkt sich hauptsächlich auf die anfängliche Materialbreite aus. Eine größere Ausdünnung zu beobachten bedeutet aber auch, dass die ursprüngliche Materialbreite kleiner sein sollte. COPRA RF kann uns mit verschiedenen Methoden bei der Breitenberechnung helfen.
In der DIN-Norm 6935 ist dieses Verfahren für gebogene Stücke aus Flachstahl zugelassen, die sowohl im allgemeinen Maschinenbau wie auch im Stahlbau verwendet werden. Die Dehnung in einer Biegezone wird mit einem dimensionsunabhängigen Korrekturfaktor K berechnet, der einen Wert zwischen 0 und 1 liegt. Der Faktor gibt die Differenz zwischen neutraler und zentraler Faser eines Bogenelements an und ermöglicht somit eine Berechnung der neutralen Linie. Je nach Verhältnis zwischen Innenradius/Materialdicke (ri/so) wird die Berechnung in mehrere Berechnungsmethoden unterteilt, die zu unterschiedlichen Werten für den Kalibrierungsfaktor führen.
Die Proksa-Methode
Auch Proksa eignet sich für das Walzprofilieren und ist in drei Methoden unterteilt. Die Auswahl hängt vom Verhältnis zwischen Innenradius und Materialdicke ab. Das Ergebnis der von Proksa definierten Berechnungsformeln ist die durch den Umformvorgang verursachte Längsdehnung im Biegebereich.
In der zweiten Teilmethode (ri/so zwischen 0,1 und 5) wird die "spezifische Materialdicke" S (= aktuelle Materialdicke/anfängliche Materialdicke) verwendet. Für die Berechnung dieser spezifischen Materialdicke führen wir S über eine von Proksa definierte Differentialgleichung aus.
Aufgrund der Möglichkeit, die nichtlineare Differentialgleichung nach Proksa numerisch zu lösen, wird diese Methode zur Berechnung der Materialdicke vor allem bei EDP-Geräten angewendet.
Die Bogojawlenskij-Methode
Die Methode zur Berechnung der Materialbreite nach Bogojawlenskij basiert auf Werten, die durch „Trial and Error“ festgelegt wurden. Die gemessenen Werte sind hauptsächlich durch Winkel- und U-Profile bestimmt worden. Bei dieser Berechnungsmethode muss auch der Wert der Längsdehnung für jeden einzelnen Biegebereich berechnet werden.
VDI-Richtlinie Nr. 3389
Die frühere VDI-Richtlinie Nr. 3389 bietet Richtwerte für die Berechnung der wirksamen Länge für Werkstücke mit einem Biegewinkel von 90 Grad (Biegung durch keilförmiges Werkzeug). Diese Richtwerte sind das Ergebnis von Langzeitstatistiken. Neben den Richtwerten für die Werkzeugauslegung enthält die VDI-Richtlinie 3389 eine Formel zur Bandbreitenberechnung.
Die effektive Länge für einen Winkel von 90 Grad ergibt sich daher aus der Länge der beiden Innenseiten und einem Summationswert von x. Entgegen der DIN-Definition ist dieser Wert abhängig von Biegeradius, Materialstärke und Materialeigenschaften. Die Richtlinie enthält empirisch ermittelte Werte für 11 Werkstoffe.
Die Standardmethode der neutralen Linie erlaubt es uns nun, unseren eigenen Wert für die Position der neutralen Linie einzugeben. COPRA RF berechnet auf Basis des eingegebenen Werts die neue Bandbreite. Wir wiederholen diesen Vorgang für jeden Bogen separat, so dass wir für verschiedene Bögen unterschiedliche Werte verwenden können.
Wir sehen, dass wir mit COPRA RF die Möglichkeit haben, eine eigene Methode zur Bandbreitenberechnung zu definieren und auch die Bandbreite je nach firmenspezifischer Erfahrung zu modifizieren. Zusätzlich bietet COPRA FEA RF die Möglichkeit, weitere Erfahrungen zu sammeln - indem die verschiedenen Ergebnisse der Simulationen ausgewertet werden. Sowohl COPRA RF als auch COPRA FEA RF bieten vielfältige Möglichkeiten, unterschiedliche Berechnungsmethoden und Materialverhalten in ausgelegten Werkzeugen zu untersuchen.