

source: George T. Halmos, Roll forming Handbook
Strip width calculation
in roll forming design process
Following the usual procedure of the roll forming design process, we start with creating the flower, i.e. estimating the number of stations and assigning the appropriate bending angles. Next in line is the calculation of the estimated strip width.
Click here to determine your strip width calculation.
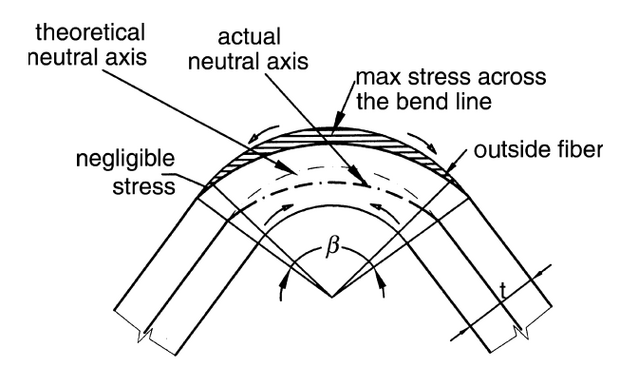
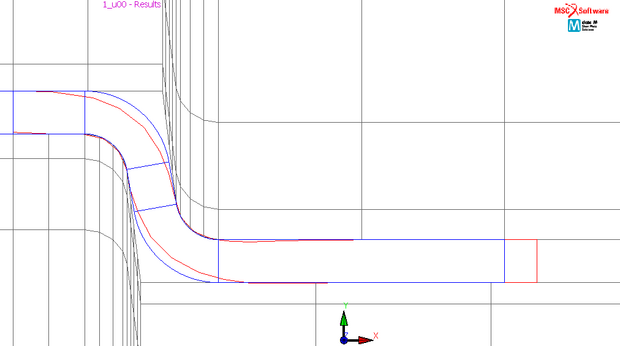
First, however, we need some theoretical context about the bending process: In roll forming, there are always phenomena like changing of thicknesses in the bending areas – hence the theoretical neutral axis alters its position. We can observe the same phenomena after a simulation with COPRA FEA RF (red – after simulation and blue – after the design process). Additionally, after simulating the roll forming process, there are altering thicknesses in bending areas so we are able to observe how and exactly where the material is thinner and how much material flows outside for example (as the volume of material is fixed).
That particular phenomenon mainly influences the initial material width. But being able to observe larger thinning also means that the initial material width should be smaller. COPRA RF can help us with some methods for width calculation.
In DIN standard 6935, this method is approved for bended pieces of flat steels used in general mechanical engineering as well as structural steel engineering. The elongation in a bending zone will be calculated with a non-dimensional correction factor K that will have a value between 0 and 1. The factor indicates the difference between neutral and central line of an arc element and thus allows a calculation of the neutral line. Depending on the ratio between inner radius/material thickness (ri/so), the calculation will be subdivided into several methods resulting in different values for the gauge factor.
The Proksa Method
Proksa applies to roll forming and is subdivided into three methods. Their choice depends on the ratio of inner radius/material thickness. The result of the calculation formulas defined by Proksa will be the lengthening in the bending area caused by the shaping process.
In the second sub-method (ri/so between 0.1 and 5) the "specific material thickness" S (= current material thickness/original material thickness) will be used. For the calculation of this specific material thickness, we execute S via a differential equation defined by Proksa.
Due to the possibility of numerically solving the non-linear differential equation according to Proksa, this method of calculating the material thickness is mostly applied for EDP devices.
The Bogojawlenskij Method
The method to calculate the material width according to Bogojawlenskij is based on values delimited by trial and error. The measured values have mainly been determined by angle- and U-profile. For this calculation method, the value of lengthening also needs to be calculated for each individual bending area.
VDI guideline No. 3389
The former VDI guideline No. 3389 offers standard values for the calculation of the effective length for workpieces with a bending angle of 90 degrees (bending by wedge-shaped tool). These standard values are the result of long-term statistics. Besides the standard values for tool design, the VDI guideline 3389 provides a formula for the calculation of the length of unfolding.
The effective length for an angle of 90 degrees is therefore calculated on the basis of the length of the two inner sides and an add-up value of x. Contrary to the DIN definition, the add-up value will depend on bending radius, material thickness and material characteristics. The guideline contains empirically determined values for 11 materials.
Standard neutral line method allows us to input our own value of the neutral line position . Based on the written value, COPRA RF calculates the new strip width. We repeat that process for each arc separately so we can use different values for different arcs.
It is clear from the above that COPRA RF allows us to define our own strip width calculation method and also to modify the strip width according to company-specific experience. Additionally, COPRA FEA RF software gives the possibility to gather further experience – by investigating the different results of the simulations. Both COPRA RF as well as COPRA FEA RF provide various possibilities to examine different calculation methods and material behavior in designed tools.